Select Your Country/Region
Current Region:
![]() Global (EN)
Global (EN)
Current Region:
![]() Global (EN)
Global (EN)
How can we help you?

Vacuum Pumps and Systems are widely used in the Chemical Process industry for various applications such as Drying, Solvent recovery, Distillation, Short Path Distillation (Molecular Distillation), Concentration etc. It is therefore essential that the vacuum principles are understood which can be employed to maximize process throughputs, product purity and quality & minimize power consumption.
Success has been achieved in many industries such as food products, essential oils, aromatics, solvent recovery and steam jet replacements. Wide range of pumps and vacuum equipment is being used in the industry to achieve the desired vacuum and pumping speeds. The understanding of their advantages and limitations can result in optimizing their performance.
Vacuum is simply the pressure below the atmosphere. To create vacuum in a system, a pump is required to remove mass (gas/vapor) from the system. The more mass is removed, lower is the pressure that exists inside the system. Various vacuum levels are defined depending upon the ultimate vacuum as:
| Range | Absolute Pressure Range |
|---|---|
| Coarse Vacuum | 10 – 760 Torr |
| Medium Vacuum | 0.001 – 10 Torr |
| Fine Vacuum | 10^-3 – 10 ^-7 Torr |
| Ultra High Vacuum | < 10^-7 |
Generally, the chemical industry operates in the Coarse and Medium Vacuum range. In this range the vacuum is generally measured in mm Hg gauge or Torr (absolute pressure). Measurements from datum as atmosphere are gauge reading, whereas the measurements referred to absolute zero are expressed in Torr. For example at sea level (atmospheric pressure 760mmHg), a system maintained under vacuum of 700mmHg, as indicated by vacuum Bourdon gauge, is said to have absolute pressure of 60 Torr. Vacuum gauges, Mercury Manometers, Transducers etc. indicate Gauge Pressure and their reading when subtracted from atmospheric pressure gives Absolute Pressure. It is important to understand the above since all vacuum principles and calculations are based on absolute pressure units.
TIP-2 : Pumping speed: It is the volumetric rate of exhaustion, generally expressed in Litres/min., m3/hr or Cfm. It is the rate at which the inlet of the pump actually removes the gas / vapor load. It should not be confused with Displacement of the pump. Displacement of a pump is the geometric volume swept by the pump per unit time at Rated Operating Speed. For most of the pumps, pumping speed is close to displacement value at no load conditions (FAD-Free Air Delivery) and changes with inlet pressure, reaching to zero where the pressure attained is said be pumps Ultimate Pressure. The curve below, gives pumping speed for different types of pumps.
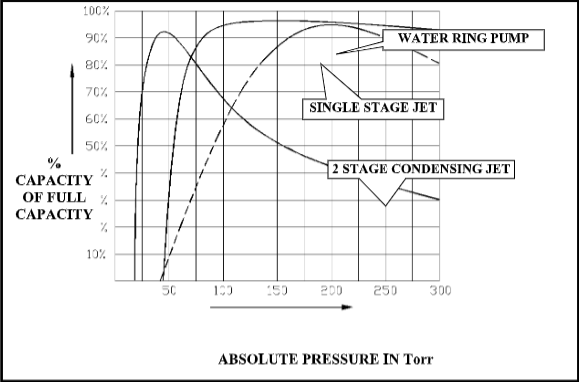
It is evident from the curve that Pumping Speed drops with drop in pressure. This must be taken into consideration while selecting a pump.
The inlet pressure at which the pump’s speed falls to zero is termed as “Ultimate pressure or Blank-off Pressure” of the pump. It is a pump characteristic, dependent on the type of pump/ pump construction. The ultimate pressure/Blank off pressure of a pump can be easily checked by measuring the inlet pressure, with the inlet of the pump Blanked off. At Blank-off pressures, the effective pumping speed of the pump is ZERO. This means that a process can never achieve vacuum better than the blank off vacuum of the pump. While selecting a pump, the desired process vacuum and that achievable by a pump must be verified. Ultimate vacuum is the pump type characteristic and the general conception that using a bigger Pump (of the same type) would yield a better vacuum is false. The process engineer’s should establish the desired process vacuum and the selection of the pump should be made accordingly. To get a better working vacuum and higher pumping speed, Boosters are invariably used in combination. In most cases much higher speed and lower pressure can be achieved with a fraction of extra power, when Booster combination is used.
The table below gives an approximate idea of how booster combinations can yield lower pressures while maintaining high pumping speeds.
| Vacuum Pump | Pressure Range | Pressure Range with Booster combination |
|---|---|---|
| Single Stage Ejector | 150 Torr | 15 – 30 Torr |
| Water Ejector | 100 Torr | 10 – 20 Torr |
| Water Ring Pump | 40 – 60 Torr | 5 – 10 Torr |
| Liquid Ring Pump | 20 – 30 Torr | 2 – 5 Torr |
| Piston Pumps | 20 – 30 Torr | 2 – 5 Torr |
| Rotary Piston Pumps | 0.1 Torr | 0.01 Torr |
| Rotary Vane Oil Pump | 0.01 – 0.001 Torr | 0.001 – 0.0001 Torr. |
| Dry Screw vacuum Pump | 0.01 – 0.005 Torr | 0.001 – 0.00075 Torr. |
The most important parameters affecting the vacuum pump selection are the Suction Pressure that must be reached or maintained and the throughput that the pump must handle. Pumping characteristics for the pump selected are of prime importance as most of the pumps have a working pressure range where they are most efficient and below which their performance drops considerably. The process working pressure and load are the major factors governing the pump selection.
Invariably, the process demand of higher working vacuums ends up in installation of higher capacity pumps adding to considerable capital & working costs with little or no gain in vacuum. For example if a process demands system pressures to be maintained at 50 Torr (710mmHg) with a non condensable load of 10 Kg/hr at 30OC, an ideal pump should have a capacity of 130 m3/hr at 50 Torr. Use of a water ring pump which has it’s ultimate at 710mmHg would be a wrong choice. A Booster and Water ring combination would be the most energy efficient choice.
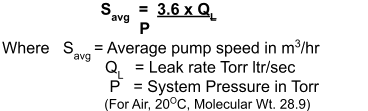
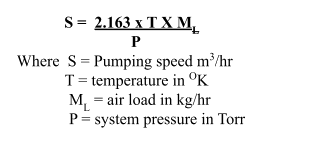
The expression below gives “Savg” average pumping speed which must be maintained to be able to maintain process vacuum pressures at “P” Torr evacuating the vapor/gas load. In case the process loads are known, pump selection can be easily made by expression,

For example, a pump is to be selected to handle 10Kg/hr of air load and 5 kg/hr of water vapor load at 50C and the process vacuum is to be maintained at 20 Torr. The pump capacity comes to 628 m3/hr i.e. pump selected must have pumping capacity of 628 m3/hr at inlet pressure of 20 Torr and not a pump having rated displacement of 628 m3/hr (FAD).
For an installed system air leakage load can be estimated by the “Drop Test / Pressure Rise Test” method. Based on the fact that air leaks into the system at a constant rate as long as the pressure in the system is below 400 Torr because of critical flow conditions, the above test is effectively used to determine the Leak Rate of the assembled system.
The system is evacuated to pressures between 10-100 Torr and isolated. The pressure is allowed to rise, but not exceeding about 300 Torr and the time lapsed is noted.
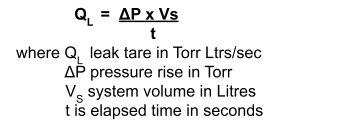
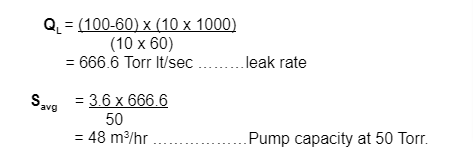
The Leak Rate “QL” is calculated as,
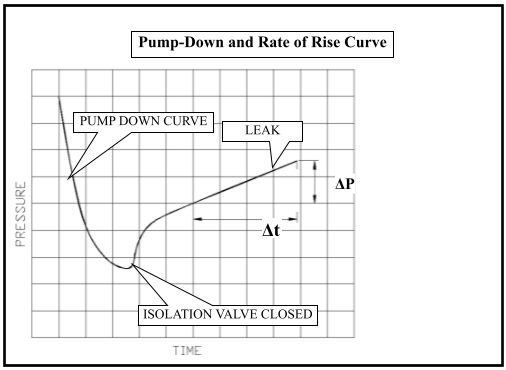
The curve below shows the pump down time and pressure rise. The system is connected to a vacuum pump and evacuated to low pressures. The system is then isolated and pressure allowed to rise. The initial rise may be fast, due to Out-gassing or Virtual leaks and thereafter would get linear. The slope of the curve indicates the Leak rate.
<p><span>The curve below shows the pump down time and pressure rise. The system is connected to a vacuum pump and evacuated to low pressures. The system is then isolated and pressure allowed to rise. The initial rise may be fast, due to Out-gassing or Virtual leaks and thereafter would get linear. The slope of the curve indicates the Leak rate.</span></p>
For example, in a system of volume 10m3 Drop test is done. The system is evacuated to 60 Torr (700 mmHg) and isolated. After 10 minutes the pressure rises to 100 Torr (660mmHg). Find the Leak rate & the capacity of pump required to pump it out maintaining system pressure to 50 Torr.
The piping that connects the vacuum vessel to the vacuum pumping system plays a vital role in the overall performance of the system. Sizing of the pipe requires relatively complex calculations based on various factors like Flow conditions – Turbulent, Steady state, Molecular, Friction Coefficient, Reynolds’s No etc. Too small a pipe would have low conductance (High Resistance) restricting the flow rates due to higher pressure drops across it and too large a piping would increase the capital cost.
As a thumb rule for pressures in the range of 10-100 Torr pipeline “D” may be selected as
D = 2.4 (Q)^0.5
where D= diameter of pipe in mm
Q= Pumping speed in M3/hr
For a flow rate of 900 m3/hr the suitable pipe calculated is 72 mm, as per above and 80 NB line, the nearest standard size should be selected.
In order to ensure satisfactory operation of any Vacuum process it is essential that a suitable pumping system be used. There is generally no single pump that meets all the requirements of the process and so combinations of pumps are increasingly being used to optimize the process performance. Process condensable & non-condensable loads, air leakage loads, out-gassing loads and the working process pressures are the important parameters that influence the pump selection. Some of the widely used pumps for the vacuum process are described below along with their limitations.
These types of pumps have high power to capacity ratios and are therefore not available in large volumetric capacities. They are effective for pumping non-condensable loads but have limitations of not being able to pump large & regular quantities of water vapor (condensable loads) released in low-pressure vacuum processes. Various precautions have to be taken if they are used for food grade applications to avoid contamination of process material by the pump oil or back streaming of oil vapors.
Everest Vacuum Booster is a 100% Dry (Oil Free) pump that meets most of the ideal pump requirements. They work on the Positive Displacement Principle. As its name suggests, they are used to boost the performance of Dry Screw/ Water Ring / Water Ejectors/ Oil Ring/ Rotating Vane / Piston and in some cases Steam Ejector Pumps. It is used in combination with any one of the conventional pumps, to overcome their limitations. Vacuum Booster pumps offer very desirable characteristics, making them the most cost effective & power efficient alternative. The pumping speed required to pump out non-condensable air load is given by the expression,
As evident from above, at low pressures, higher pumping speeds are required to maintain the through-put (mass flow rate). Vacuum boosters enhance the pumping speeds by about 3-10 times in Coarse Vacuum environment by virtue of which one can expect higher process vacuum and throughputs even at low pressures where conventional pumps tend to stall.
Everest Roots Vacuum Pumps offer very desirable characteristics, which make them the most cost effective and power efficient option.
Article Written & Compiled By:
Technical Publications Team
Everest vacuum
enquiry@everestvacuum.com; www.everestvacuum.com




 Afghanistan(EN)
Afghanistan(EN)